





Our advantages
- In-house engineering expertise
- Full production control
- Flexible equipment configuration
- CO₂ (R744) solutions
- Compliance with European standards
- Focus on long-term operation
- OEM production — from 1 unit
- Turnkey system development
- In-house logistics department and export experience to the EU
- Optimal production lead times
- Reliable components from leading European manufacturers
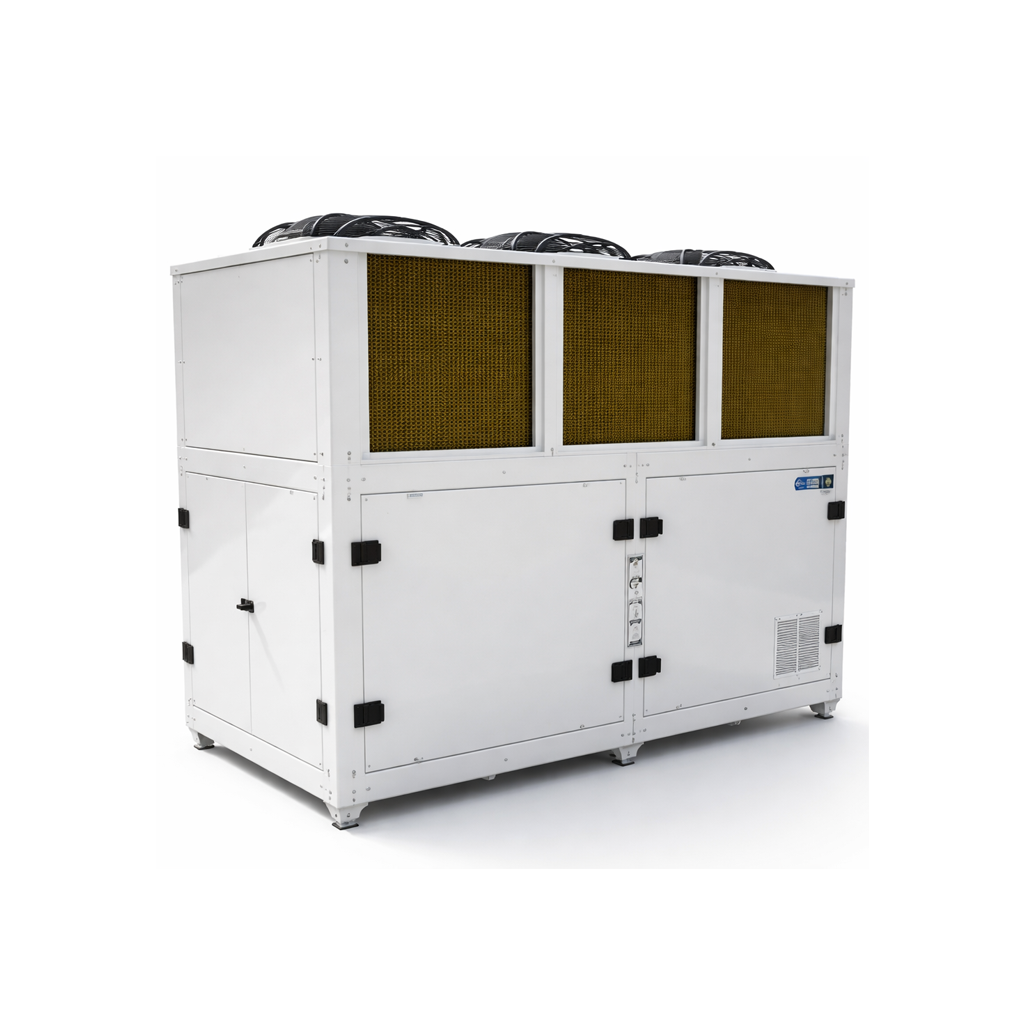
RMC Manufacturer Company is a recognized industry leader in industrial refrigeration equipment manufacturing in Europe.
More details
 21+ employees
21+ employees
 1441 м² — production area
1441 м² — production area
 4000+ manufactured equipment
4000+ manufactured equipment
 2017 — year of foundation
2017 — year of foundation
Our partners
We work with the best in this niche, ensuring high-level service and guaranteeing quality at every stage of cooperation.
Our partners are industry leaders with whom we achieve significant results and implement the most complex projects.








Media


12 March 2025
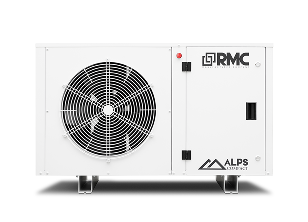
ALPS Compact — compact, energy-efficient condensing units for retail and industry
More details

We are trusted
We work with the best in this niche, ensuring high-level service and guaranteeing quality at every stage of cooperation.
Our partners are industry leaders with whom we achieve significant results and implement the most complex projects.




